2022.06.15
2022.06.15
INARIのための金型設計ノウハウ
コールドスラグウェルの設計
射出成形時に成形素材を金型全体に行き渡らせやすくする方法として、コールドスラグウェルを取り入れた金型設計についてご紹介します。


1. 成形不良の要因
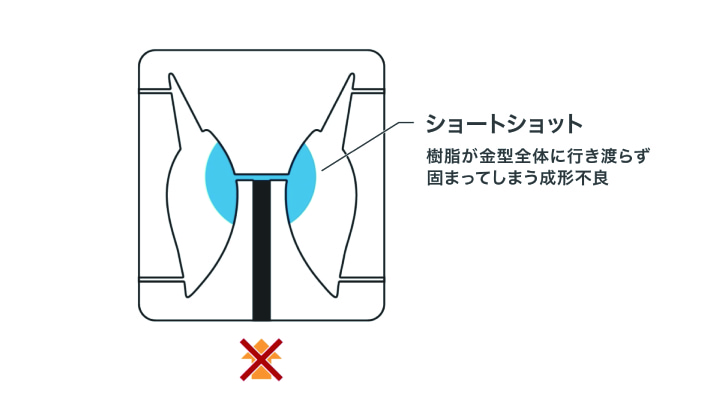
1-1|射出成形時、金型へ最初に流れ込む樹脂は急激に冷却され、流動性が低下します。冷えた樹脂の逃げ場がない場合、金型全体に樹脂が行き渡らない可能性があります。
■ ショートショット
樹脂が金型全体に行き渡らず固まってしまう成形不良
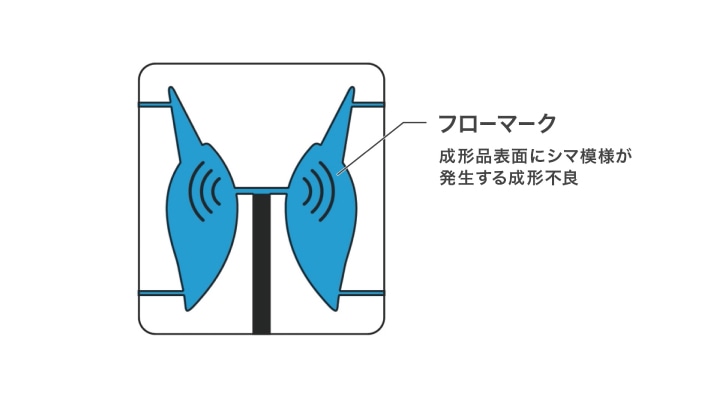
1-2|また、冷えた樹脂が成形品に流れ込んだ場合、フローマークなどの外観不良が生じる可能性もあります。
■ フローマーク
成形品表面にシマ模様が発生する成形不良
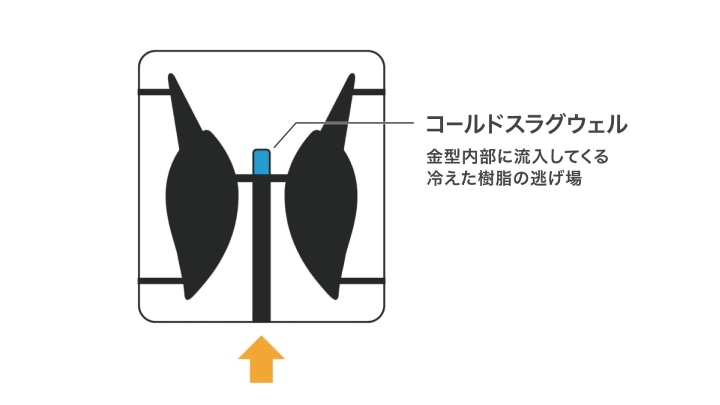
2. コールドスラグウェルとは
ランナーの一部に、冷えた樹脂を逃す場所を設けることで成形不良の発生を抑えることが可能です。この冷えた樹脂の逃げ場を『コールドスラグウェル』と呼びます。
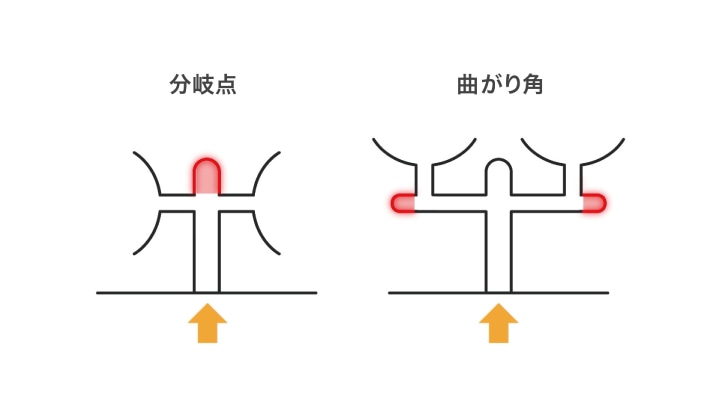
3. コールドスラグウェルの位置
コールドスラグウェルは、ランナーの分岐点・曲がり角に設けるのが効果的です。どちらの場合も、樹脂が流入する進行方向にランナーを延長するかたちで設置します。
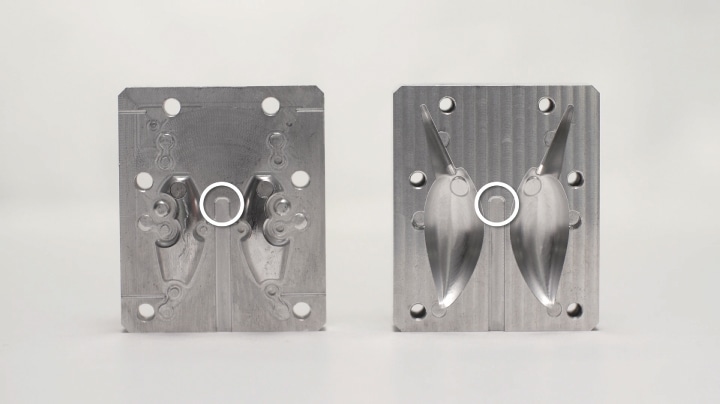
4. 射出成形の準備
コールドスラグウェルの設計を施した金型で射出成形を行います。
4-1|金型を閉じ、開かないようネジで固定します。
4-2|INARIのハンドルを軽く倒し、シリンダーのノズルから樹脂が出てくることを確認します。
4-3|ノズル先端の樹脂を除去し、金型をINARIに固定します。

5. 射出成形
ハンドルを倒し、金型に樹脂を注入します。抵抗が強くなってから数秒間加圧を続けた後にハンドルを戻すことで、ヒケを予防することができます。

6. 成形品の離型
6-1|INARIから金型を取り外します。
6-2|金型を固定しているネジを外し、金型を開いて成形品を取り外します。


成形不良が発生していないことを確認したら、射出成形は完了です。