こんにちはゲスト様。MYページへはログインしてください。はじめての方はこちら(会員登録ページ)。
こんにちは様。 ログアウト
originalmind オリジナルマインド
製作者のコメント
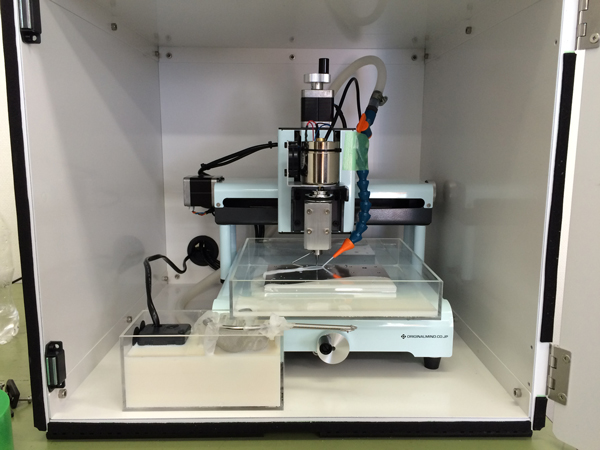
KitMill Qt100と防音ボックスを購入しましたが、アクリルなど溶けやすいものを加工する必要があったので、以前の投稿があったクーラント装置(Nianiarinさん)を参考に、防音ボックス内で完結するクーラント装置を作製してみました。どなたでも作れるように、必要な素材はホームセンターで全て揃えました。図面データも公開いたしますので、他のユーザーさんの参考になれば幸いです。
・厚さ3mmのアクリル板
・アクリルパイプ(外形21mm)
・アクリルパイプ(外形10mm)
・アクリル用接着剤
・ステンキャップ(六角穴付きボルトM3×8)×4個
・クーラントホースキット1/4
・クーラントバルブ1/4
・ホースコネクタ(ホース軽10-ネジ1/4)
・シリコンホース(内径10mm)
・ホースバンド×2個
・補修用Oリング(内径9.8mm-太さ1.9)×4個
・水槽用ポンプ(Rio90)
・茶こし
・水溶性切削油
・スポンジ研磨剤(極細目)
製作者の情報
| 製作者 | : | Tonbow様 |
| : | @TonbowWorks |
主に使用している加工機械や部品
CADデータ
| データファイル | : | Download |
写真
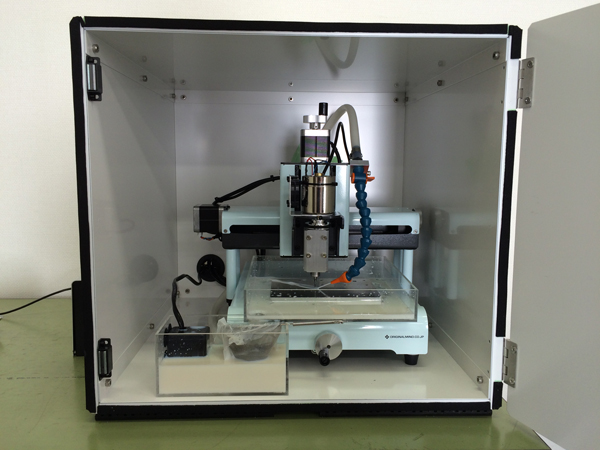
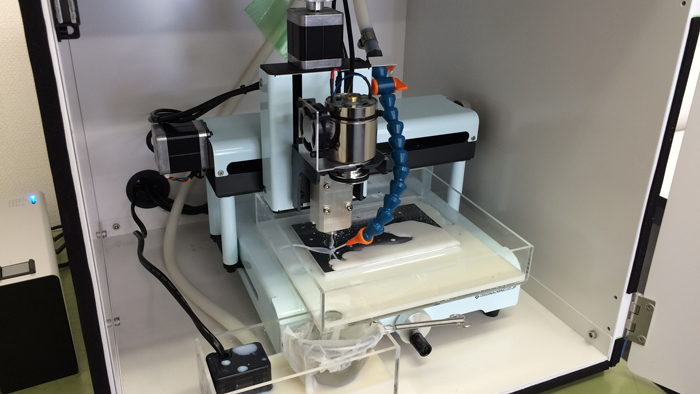
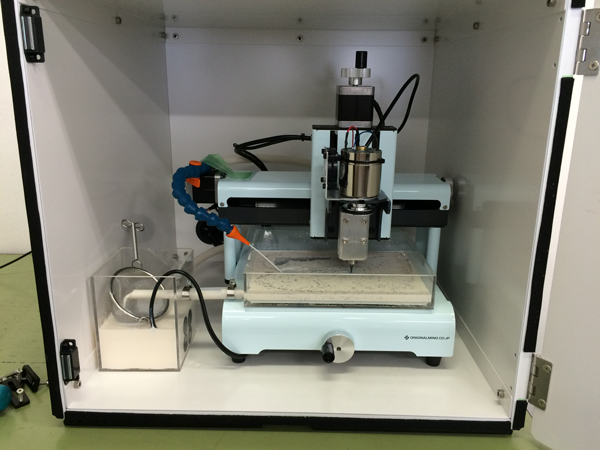
クーラント装置を防音ボックス内に収まるように設計しました。ホースから出たクーラントが手前の排水溝に流れやすいように、奥のゴム足にスペーサーを入れて、傾斜になるようにしています。
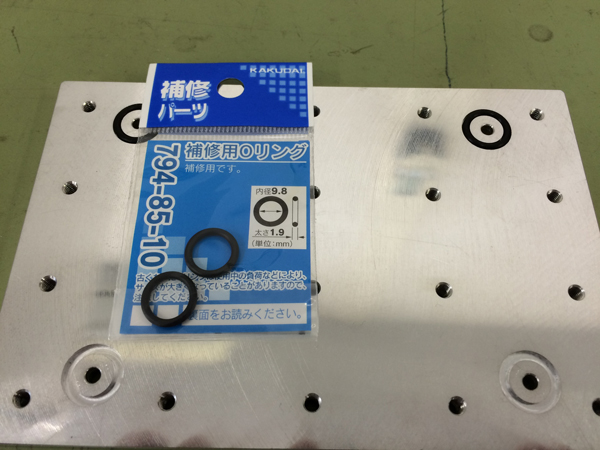
クーラントで両面テープがはがれてしまうので、オプションのアルミ製加工テーブルとクランプを用いて固定します。そのまま固定すると、クーラントが漏れてくる心配があったので、ゴム製のOリングを取り付けます。うまいことOリングがはまるような溝を追加工しました。
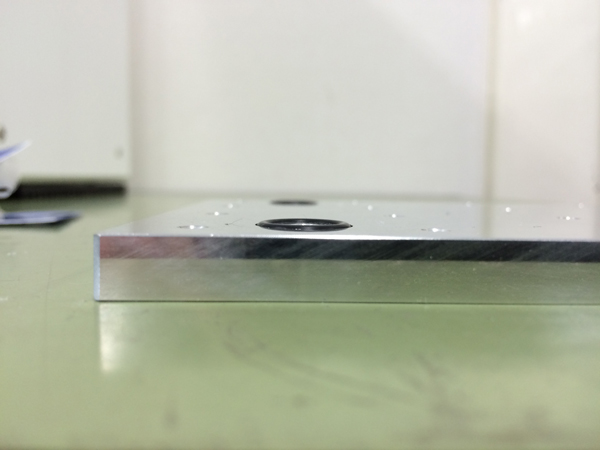
ねじを締めた際にOリングがつぶれて密着するように、高さと溝に幅を持たせてあります。
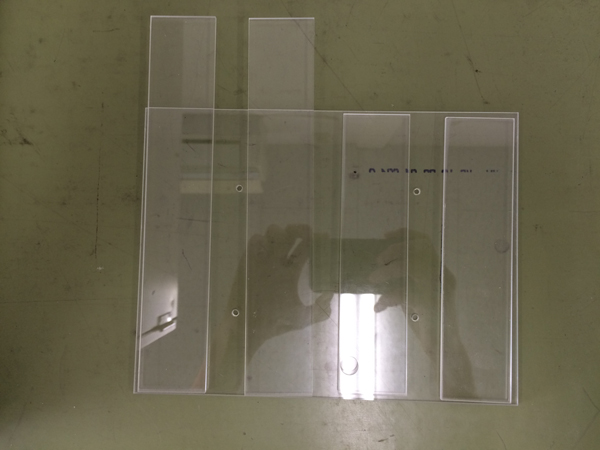
材料はT=3のアクリル板です。ホームセンターで切ってもらい、穴をあけました。箱上に組むので、そこそこ精度を出すようにお願いして切ってもらいました。面倒な場合は、アクリル加工屋さんに頼むのが一番手っ取り早いと思います。
http://www.acry-ya.com/
https://www.hazaiya.co.jp/
端面がでこぼこしていると、接着の際に密着しないのではと思い、端面をやすりで綺麗にしました。

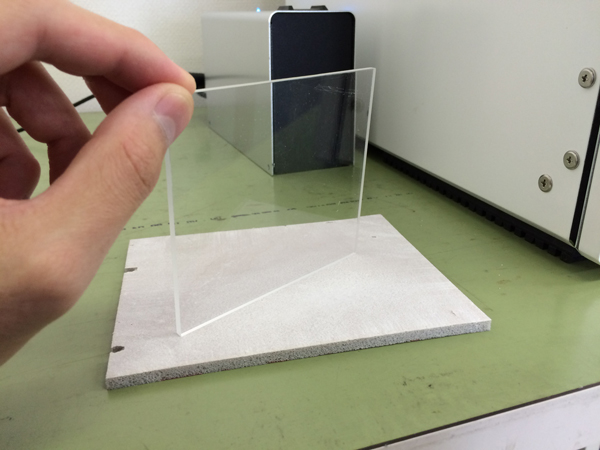
材料をセロテープで仮止めして、接着材を溝に沿うように流し込んで接着します。水漏れが怖かったので、多めに流し込んで半日程乾燥させました。
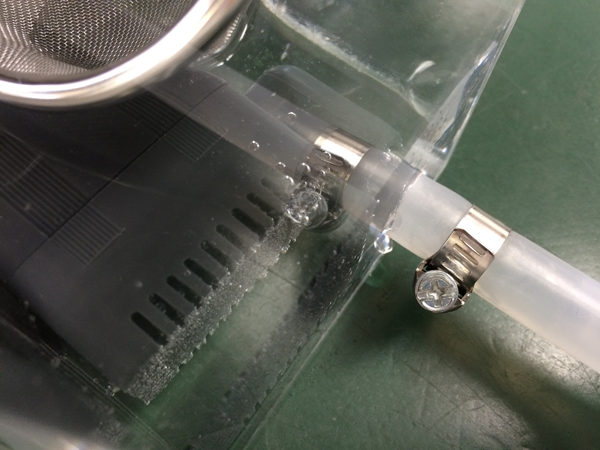
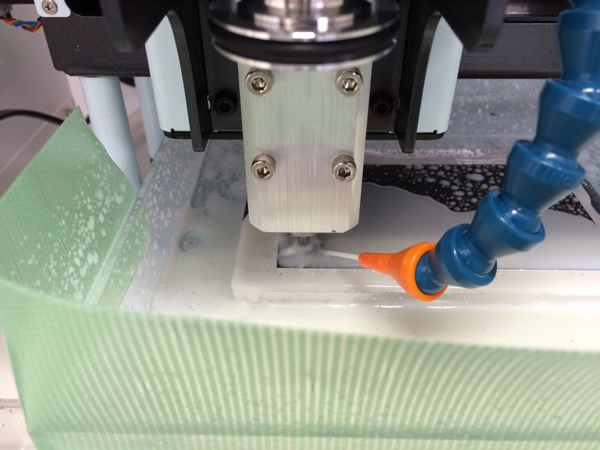
シリコンホースを接続する場合は、ホースバンドを使ってしっかり締めます。締めが不十分だと、写真のように連結部からクーラントが滴ってきます。
完成図です。ポンプがある方の、クーラントタンクの方が少し背が高かったので、加工機のゴム足にさらにスペーサーをはさんでいます。図面の方では修正しました。
お気づきの方もいるかと思いますが、実は試作2号機です。試作1号機は横から排水するタイプだったのですが、うまいこと排水ができないのと、切粉が流れない等の不具合があったので、作り直しました。

流れてきた切粉がここに溜まります。茶こしだけでは切粉が流れて行ってしまったので、キムワイプをフィルター代わりにしています。キムワイプは溶けださないし水の通りが良い、切粉が捨てやすいのメリットがありました。隣に見えるのが、水槽用のポンプです。このサイズながら、流量は十分でした。
良い感じのクーラントホースマウントが近場のホームセンターに売っていなかったので、アルミT=10の端材を使ってクーラントホースマウントを製作しました。
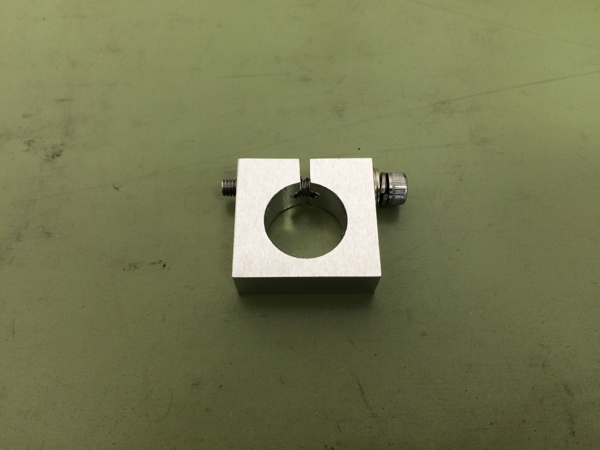
手持ちで良い感じの長さのネジが無かったのでワッシャーをかまして高さをかせいでいます。
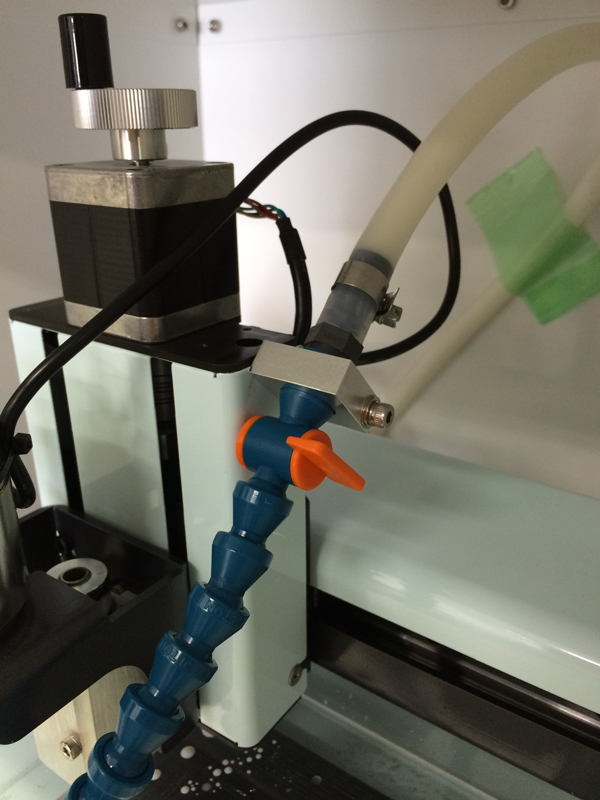
固定は、QtのZ軸カバーのねじを外して取り付けました。バルブの調整とクーラントの位置調整が格段にし易くなりました。
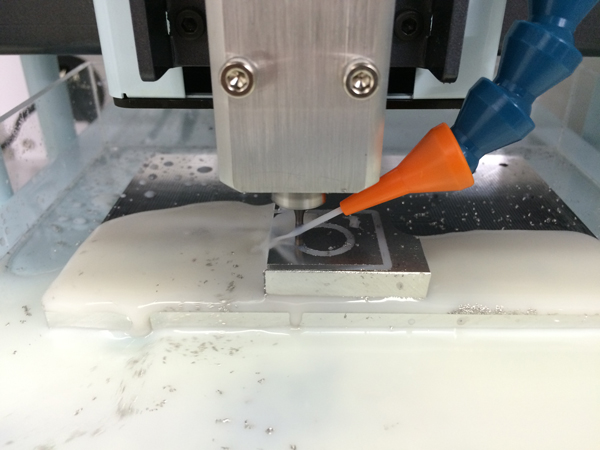
クーラント装置ができたので、試しに彫刻でエンブレムを製作しました。彫刻には、CAM:VCarve Desktopと刃物:彫刻カッターを使用しました。設定を間違えて、彫刻カッターの切り込み量を0.5mmに設定していましたが意外と削れました。
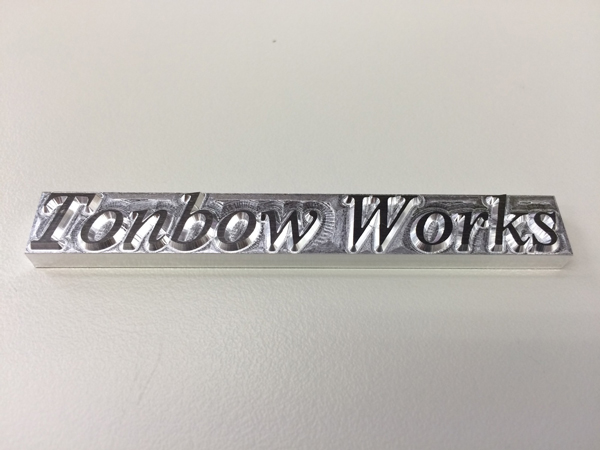
外径の切り抜き加工をしてエンブレムができました。ドライで加工した時に比べると、断面が光っています。ドライの場合、切粉の排出が十分でないと切粉が端面に擦れて荒れてしまいます。クーラントを使用すると切り込み量を上げれるので、加工時間の短縮にも一役買いそうです。アクリルを削る際には溶けて癒着する心配がありましたが、その心配もなさそうです。ストレスを軽減でき快適な切削ライフが送れそうです。
動画
クーラント _彫刻
クーラント_外形