「INARI P35」の使い方


工場にあるような大型機械を使用しなければ出来なかった「射出成形」。「INARI P35」はそれを卓上で、複雑な操作を必要とすることなく実現する、全く新しい射出成形機です。射出成形をこれまでになく気軽なものにし、試作や成形テストにも最適な「INARI P35」の使い方をご紹介します。
用意するもの
- INARI P35
- エアコンプレッサー
- エアホース(1/4サイズのカプラー付きのホースまたは、外径Φ12のホース)
- 耐熱手袋(キットに付属)
- 樹脂の除去用スプーン(キットに付属)
- 型
- スプルーブッシュ(こちらで販売しています)
- 樹脂ペレット(こちらで販売しています)
INARI P35 で使用可能な型
型は、金型のほか、3Dプリンターなどでつくった樹脂型を使用できます。樹脂型で成形する際は、オプション品の「モールドベース」に収めて使用することで、型の変形や破損を防ぎ、成形品質が高まります。
また、金型を使用したいけれど用意するのが難しいというお客様に向けて、「金型製作代行サービス」をご用意しております。3Dデータをお持ちのお客様はもちろん、3Dデータをお持ちでないお客様もご利用いただけます。
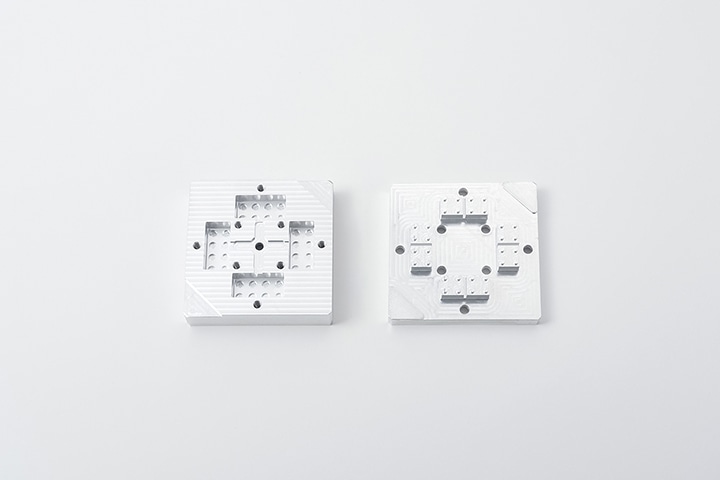
アルミ金型
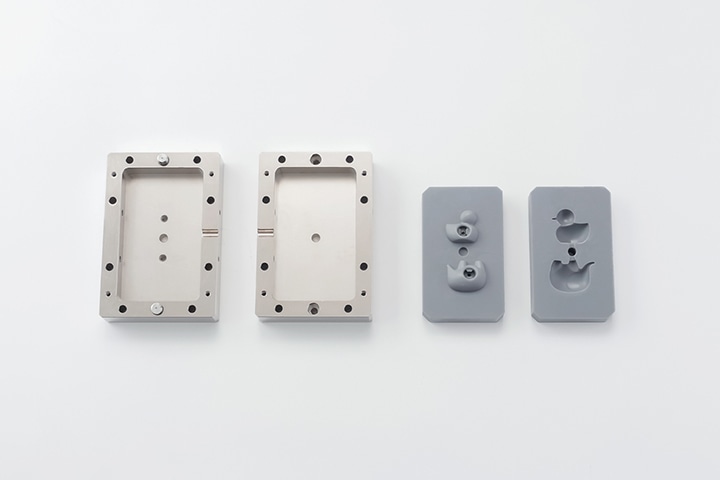
モールドベースと3Dプリンター製の樹脂型
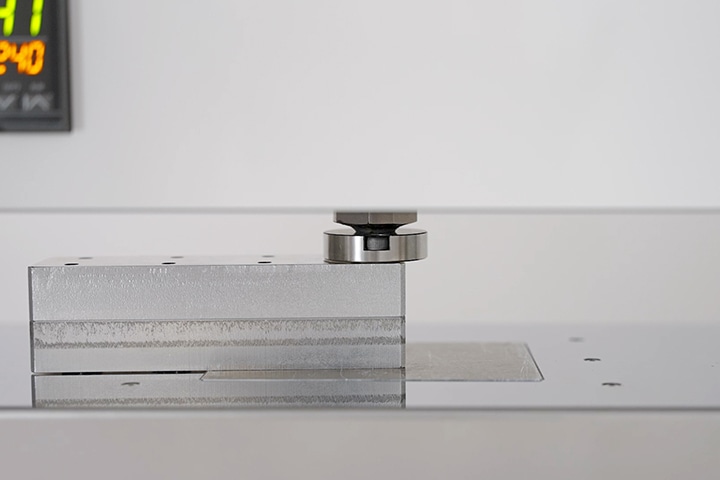
スプルーブッシュの準備
スプルーブッシュを型に取りつけることで、「INARI P35」のノズルと型の注入口が密着し、成形がしやすくなります。ノズルタッチR10.5のものが対応しています。

スプルーブッシュ(商品ページへ)
スプルーブッシュを取りつけた型による成形
1. エアコンプレッサーの接続
「INARI P35」とエアコンプレッサーを、エアホースで接続します。接続後、エアコンプレッサーの電源を入れ、タンクに空気を充填します。空気が充填されたら、エアコンプレッサーのバルブを開けて、「INARI P35」に空気を送り込みます。

エアコンプレッサー使用時のご注意
エアコンプレッサーは最高圧力が 1.0MPa までのものをご使用ください。「INARI P35」は 0.2MPa ~ 1.0MPa の圧力範囲で動作しますが、安全のため 0.2MPa ~ 0.6MPa 内での使用を推奨しております。
本記事および動画では「HAIGE HG-DC991AL」のエアコンプレッサーを使用しました。

2. シリンダーとテーブルの加熱
「INARI P35」をコンセントに接続し、電源を入れます。シリンダー、およびテーブルの目標温度をそれぞれ設定し、加熱を開始します。向かって右側がシリンダー、左側がテーブルの温度調節器です。

3. ペレットの充填
材料の供給口を引き出し、材料を入れます。

4. 射出圧力の調整
成形品の大きさや型の形状、使用する材料に合わせて射出圧力を調整します。

5. 型をテーブルに設置
シリンダーの温度が設定温度に達し、ノズルから材料が出てくれば成形ができます。溶け出てきた材料を取り除き、型の注入口がノズルの真下に来るようにテーブルに設置します。

テーブルの高さ調整方法
テーブル下の調節ねじを回すことで、テーブルの高さが上下します。ハンドルを手前に引いた時、ノズルと型の注入口がしっかり密着する高さに調節してください。

6. 射出
ハンドルを手前に引き、左右のボタンを同時に押すことで材料が射出されます。樹脂が金型に押し込まれ、射出動作が止まった状態で数秒間ボタンを押し続け、保圧します。数秒経ったらボタンを離し、ハンドルを元の位置に戻してから型を取り出します。

7. 完成
型から成形品を取り外せば完成です。

購入をご検討中のお客様へ
「INARI」シリーズの購入を検討されているお客様に向けて、見学予約を受け付けております。購入前に製品を直接ご覧になってしっかりと確認したい場合に、ぜひご利用ください。

■ 関連キーワード
試作 / 製品開発 / 新素材開発 / 少量生産 / 小型射出成形機 / 自作射出成形機 / 小型プラスチック成形機 / マイクロ成形機 / 小型インジェクション成形機 / 小型インジェクションマシン / デスクトップ射出成形機